
玻璃窑炉流液洞、池底等部位的炉衬设计需要注意的问题-kb88凯时官网下载
发布时间:2023/9/28 11:28:16
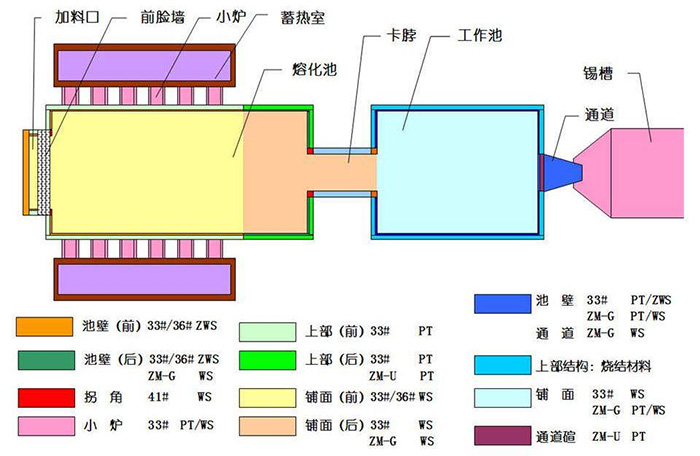
一、关于流液洞的结构设计
流液洞是玻璃窑炉的重要部位,熔化、澄清、均化好的玻璃液通过它进入到分配料道、供料道时要进行进一步的均化和冷却,然后进入成型设备进行生产成型。每天通过这一狭窄的通道有360~400t玻璃液,玻璃液对它的冲刷和磨损是较大的;而且流液洞所处的工作环境差,四周温度高,一旦有问题无法进行更换。因此流液洞都选用抗侵蚀性能较好的电熔azs41#砖或锯砖。电熔azs砖在固相、液相、气相三相交界面处有一个向上蚀孔的性能,电熔azs砖是固相,玻璃液是液相,玻璃液中残留的气泡是气相,流液洞盖板砖较其他地方侵蚀都大,5~6年间就向上侵蚀掉了300~400mm厚度,流液洞盖板砖侵蚀掉了300~400mm后,玻璃液的取料深度变浅,相当于原窑炉池深减少了300~400mm,窑炉的出料量肯定受影响,为了满足出料量,只有提高炉温,那么能耗要增加。几年后炉盖等炉体的烧损,炉体变薄,内部温度增加,炉体散热进一步增加。
综上所述流液洞的结构会影响窑炉寿命、出料量及能耗。针对流液洞盖板砖被侵蚀的机理,我们将流液洞盖板砖与玻璃液接触面设计成倾斜的,玻璃液中的气泡不容易附着在流液洞盖板砖上,从而大大减缓了流液洞盖板砖的侵蚀,延长了流液洞的寿命,也就是延长了窑炉寿命。
二、关于池底结构
窑炉池底结构也容易影响窑炉寿命,特别是高白料或晶白料窑炉,由于其透热性好,池底温度较高,且配合料中不可避免地会带入一些金属物,金属物对电熔azs的侵蚀较为厉害(向下蚀孔),一旦电熔azs砖被蚀穿后,玻璃液渗透到底板砖下面后,就会产生“向上蚀孔”,形成钟乳石那样的侵蚀,很快将底板azs砖腐蚀穿,从而对整个池底安全造成很大危害,影响窑炉寿命,严重时会发生池底漏料事故。
为防止此类事件的发生,一是要严格控制配合料中的金属物的进入,二是加强池底防渗漏结构的设置。本次设计池底结构为多层复合结构。
三、熔化池长宽
熔化率一旦确定,那么窑炉熔化面积就确定了。我们秉承的设计理念是:在考虑火焰的覆盖面时,不仅考虑火焰宽度,更注重火焰的长度。在设计时我们借鉴浮法玻璃窑炉的原理,即分清玻璃熔制的5个阶段(1、硅酸盐反应,2、玻璃形成,3、玻璃的均化,4、玻璃的澄清,5、玻璃的冷却),这5个熔制阶段是在不同空间、同一时间内进行。因而我们认为马蹄焰窑炉的设计,只要在火焰能达到的长度下,选择有较大的长宽比,让玻璃液的澄清和均化有一定的区域。即在火焰能达到的情况下,窑炉的长度要大。
为了减少死角,以利于玻璃液的流动,我们将熔化池的前池墙砖体设计为八字形。
四、熔化池的深度
目前,比较先进的窑炉,熔化池都分为浅池和深池,为了强化热点、提高玻璃的质量和产量,一般都设置有窑坎。我们将窑坎前设计为浅池,窑坎后设计为深池。窑坎前为熔化区(又称初熔区),熔化区内玻璃液表面覆盖着厚厚的配合料及配合料熔化分解过程中形成的泡沫,它们是热的不良导体,是一层隔热层。由于隔热层影响了热的穿透及传递,因而浅池的深度不宜过深,若过深会在池底形成厚厚的不动层或缓动层,这些不动层或缓动层的厚度会随着池底温度变化或出料量变化而变化,从而加入到玻璃液的自然对流中,进而影响玻璃液的质量;并且这些不动层或缓动层的玻璃液加入玻璃液的自然对流后,会造成对玻璃液的重复加热,增加能源的消耗。
窑坎后为澄清均化区又叫精细熔化区(简称深澄清池),我们应加深该区域的池深。深澄清池对提高玻璃窑炉质量、产量,以及降低能耗的作用十分明显。1,它增加了玻璃窑炉的容积,延长了玻璃液在炉内的停留时间;2,“玻璃的澄清过程是指排除可见气泡的过程,从形式上看,此过程是简单的流体力学过程,实际上它是一个复杂的物理化学过程”,玻璃液澄清速度与玻璃液的黏度有关,黏度(包括表面张力)又与玻璃液的温度有关,若深澄清池深度过深,虽然气泡受到的玻璃液的静压力较大,但是因玻璃液温度偏低造成玻璃液的黏度大,气泡排出反而困难。根据计算机模拟仿真技术表明,深澄清池的底部玻璃液温度应以不低于1300℃为界线来考虑,因此本窑炉深澄池深度设计为1300mm。在设计及计算熔化池深澄清部位的深度时,不但要考虑玻璃的透热性,还要考虑窑炉的大小,同种玻璃,大窑炉可适当深一些。
五、加料池的结构
配合料在熔化池的分布状况对配合料的熔化速度起着非常重要的作用。加料口越宽,加料机也应越宽,在相同加料量的情况下,厚度就越薄,所形成的料城越宽,热利用率越高,配合料熔化越快。因本次窑炉出料量较大,单边加料虽然可以减少辐射热及高温气流的逸流损失,但考虑长期运行中,加料机及其他配合料输送系统磨损加大,难免不出故障,对保障正常的进出料有一定困难,因而应采用对称双边加料池结构。我们在设计加料池时秉承的理念为:加长加料池,它使配合料在预熔池里进行相对充分的硅酸盐反应,进入炉内的配合料表面已经开始进行硅酸盐反应,表面已经变得黏,火焰的气流不易将配合料表面的细小粉料吹扬起来,减少对蓄热室格子体的堵塞。减少粉尘飞扬从而减轻对炉体的侵蚀,延长窑炉寿命。
加料池的形状,应该由加料机的类型决定,国内外的实践证明,摆动裹入式加料机的加料效果及节能效果目前是比较理想的,可以节能5%左右。摆动裹入式加料机节能原理如下:
(1)一般加料机加进炉内的配合料,都是浮在玻璃液表面上。因为配合料是疏松的,其导热系数很低,熔化速度较慢。采用裹入式加料机,它把配合料往玻璃液中挤压,在此过程中,高温的玻璃液被挤上来,填充配合料中的气孔,增加了配合料的导热性,若加料机安装调整得好,配合料像裹面团一样,部分包裹在玻璃液中,从而熔化速度大大加快,熔化快出料量可以增加,因而能源耗减少。
(2)摆动裹入式加料机能够左、中、右3个方向摆动加料,3个方向推料次数可以任意设定调整,从而使料堆在熔化池内分布非常均匀,熔化池面积得以充分利用,它有效利用火焰空间的辐射能,提高了熔化池的利用率,因而熔化速度进一步加快。
(3)由于是分别向3个方向加料,配合料在炉内是一小堆一小堆被玻璃液包围着,加大了与玻璃液的接触面积,实现了薄层加料。
(4)从另一个角度来看,摆动裹入式加料机还具有延长窑炉寿命的优点,由于摆动裹入式加料机定时将配合料向3个方向推动,配合料在熔化池的后端均匀分布,它与池壁砖直接接触的时间短,甚至不直接与池壁砖接触,从而可以延长池壁砖的寿命,因为配合料对池壁砖的侵蚀比玻璃液要大得多。
行业动态
- 玻璃窑炉流液洞、池底等部位的…
- 湿法和干法水泥回转窑及预热器…
- 轻质浇注料的导热系数一般是多…
- 耐火预制件使用性能怎么样?
- 热解炉上用高铝轻质浇注料怎么…
- 陶瓷焊补技术在玻璃窑炉维修中…
- 高炉出铁沟用耐火材料——铁沟…
- 二氧化硅耐材和刚玉耐材哪个性…
- 熔盐炉会用到哪些耐火材料
- 轻质耐酸浇注料生产厂家,哪家…
- 尾气焚烧炉的用途,尾气焚烧炉…
- 耐火混凝土可以耐多少度高温,…
- 高强度的不粘铝浇注料是用到哪…
- 耐火混凝土是用什么材料生产的…
- 耐火浇注料是什么,施工时需要…
- 耐火浇注料是什么,施工时需要…
- 焚烧用的垃圾焚烧炉种类及特点…
- 锅炉用保温浇注料密度一般的是…
- 抗结皮耐火浇注料是什么材质的…
- 喜讯!荣盛耐材通过「知识产权…